


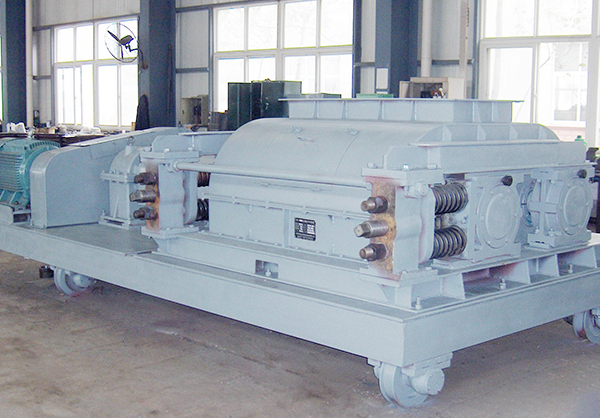
切焦机是在吸收当今先进技术和对焦炭物料性能充分研究的基础上,开发出的新型破碎设备。它的破碎原理是以劈裂、剪切代替挤压破碎,从而使出粉比率比一般的双齿辊破碎机减少10%以上。并且通过优化结构设计使得传动更加平稳,能耗也大大降低。
本公司研制的CQJ系列“双齿辊切焦机”(专利号:ZL 95 2 33983.8)和CQD系列“齿圈式切焦机”(专利号:ZL 2008 2 0024023.6),由于其破焦粒度均匀,出粉率低,并且设计先进,便于使用维护,已被400余家钢铁、焦化、铸造等企业采用。
随着富氧喷煤技术的推广应用,焦炭在高炉中支撑骨架的作用变得更加重要,需要焦炭有更高的强度、均匀的粒度和热态强度。75mm以上粒级的焦炭结构疏松,有较多的原生裂纹,在装料及炉内下降过程中必然产生碎焦,直接影响高炉料柱的透气性。焦炭整粒工艺使磨损破裂过程完成于进入高炉前,不仅明显地提高了粒度的均匀性,而且在一定成度上改善了焦炭的机械强度(M40)和热态强度(反应性和反应后强度),从而成为高炉稳产、高产的重要措施。
焦炭经给料设备均匀连续地喂入切焦机两齿辊的间隙,为增强对焦炭破碎的咬入力,两齿辊进行差速相对旋转,刀斧形破碎齿分长短齿间隔排列于齿板或齿圈上,对焦炭进行剪切和劈裂破碎。齿辊的转速、间隙及破碎齿的长度是决定产量、粒度和出粉率的主要因素。
与普通双齿辊破碎机(狼牙破)的挤压破碎相比,CQJ/CQD系列切焦机具有优异的破碎效果;
破焦的粒度均匀:25-80mm粒级焦炭占80%以上,比狼牙破高20多个百分点,破碎焦炭的强度也得到相应的提高.
碎焦量低:<15mm的碎焦量比狼牙破低10多个百分点,显著提高了焦炭的利用率。
-
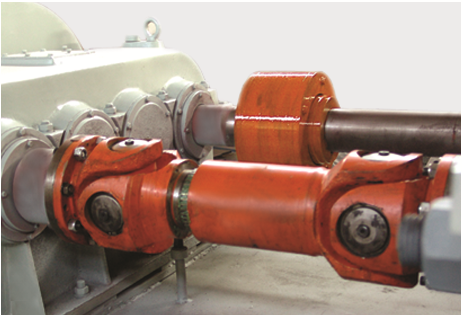
传动方式
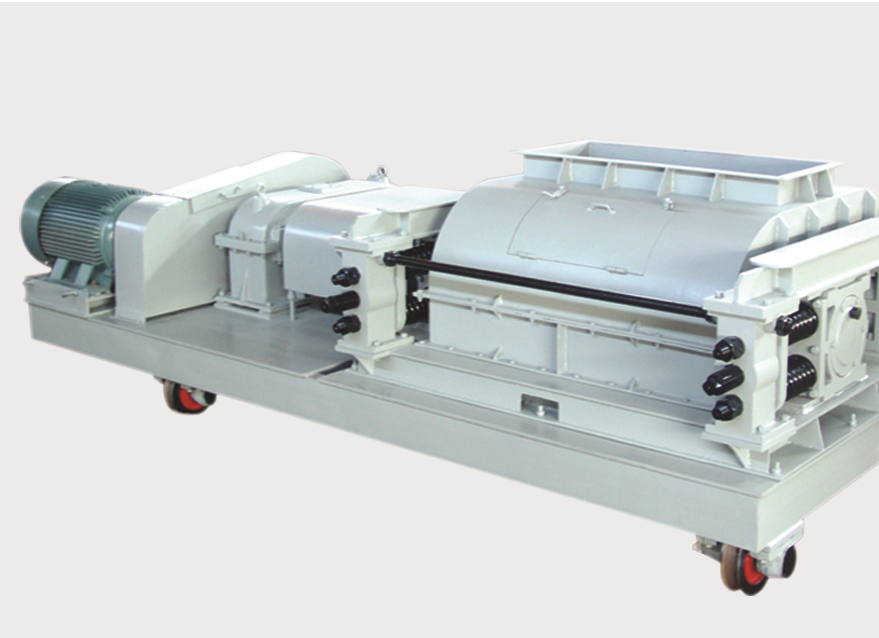
CQD系列切焦机传动系统采用双出轴齿轮组合式减速机和万向联轴器,密封性好,运行稳定可靠。齿辊由转轴与多个圆形齿圈组成,齿辊转动时,能保持两辊齿之间的恒定间隙,使焦炭粒度更加均匀。由于可采用辊系套装更换齿圈,大幅度减少了现场停机维修的时间。各部件固定于一个整体平台上,便于设备现场安装。
-
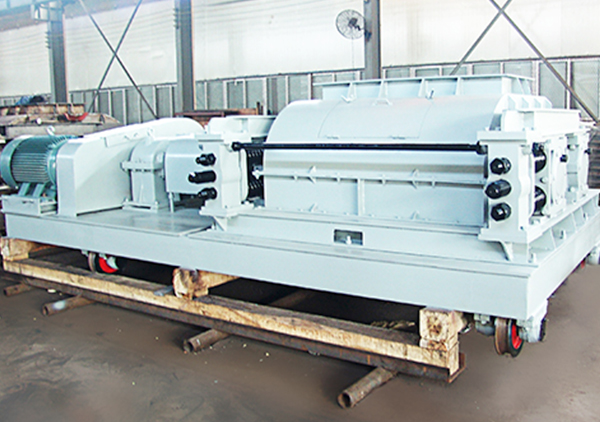
行走车轮
行走车轮可以安置在机器焊接框架下面以便于检修维护。
-
齿辊
对于间隙调整和辊子的过载保护,可采用弹簧或液压缓冲装置。
作为易损件,为了实现长寿命,齿板有高锰钢或是锰铬合金铸造而成的

-
电磁除铁器
电磁除铁器挂在带式输送机上,以确保机器连续、安全运行。
|
设备型号 |
破碎齿类型 |
生产能力(t/h) |
进料粒度(mm)
|
排料粒度(mm) |
电机功率(kw) |
|
CQJ-60 |
Tooth plate |
25 |
≤200 |
≤50 |
15 |
|
CQJ-60T |
Tooth plate |
10 |
≤80 |
≤25 |
18.5 |
|
CQJ-70 |
Tooth plate |
40 |
≤200 |
≤50 |
18.5 |
|
CQJ-70T |
Tooth plate |
20 |
≤80 |
≤25 |
22 |
|
CQJ-80 |
Tooth plate |
60 |
≤300 |
≤70 |
22 |
|
CQJ-80T |
Tooth plate |
30 |
≤100 |
≤30 |
30 |
|
CQJ-90 |
Tooth plate |
90 |
≤300 |
≤70 |
37 |
|
CQJ-90T |
Tooth plate |
35 |
≤100 |
≤30 |
37 |
|
CQD-70 |
Tooth ring |
75 |
≤350 |
≤70 |
22 |
|
CQD-70T |
Tooth ring |
40 |
≤100 |
≤30 |
37 |
|
CQD-80 |
Tooth ring |
110 |
≤350 |
≤70 |
30 |
|
CQD-80T |
Tooth ring |
60 |
≤100 |
≤30 |
45 |
|
CQD-90 |
Tooth ring |
160 |
≤350 |
≤70 |
45 |
|
CQD-90T |
Tooth ring |
80 |
≤100 |
≤30 |
55 |
|
CQD-100 |
Tooth ring |
200 |
≤400 |
≤70 |
55 |
|
CQD-110 |
Tooth ring |
300 |
≤400 |
≤70 |
75 |
|
CQD-120 |
Tooth ring |
450 |
≤400 |
≤70 |
90 |



 LinkedIn
LinkedIn Twitter
Twitter Facebook
Facebook Instagram
Instagram YouTube
YouTube